Відливка та заливка та розріз
Після затвердження, бажаний металевий предмет витягається з жаростійкої форми, або розбиваючи форму, або розклавши її на частини. Затверджений об'єкт називається відликом. Цей процес також називається фундуючим, а сучасна фабрика, яка спеціалізується на відливці металевих деталей, називається литейною майстернею.
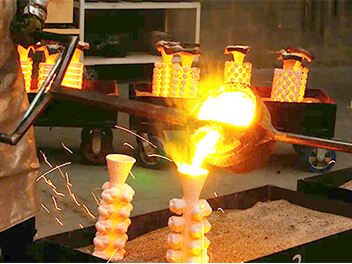
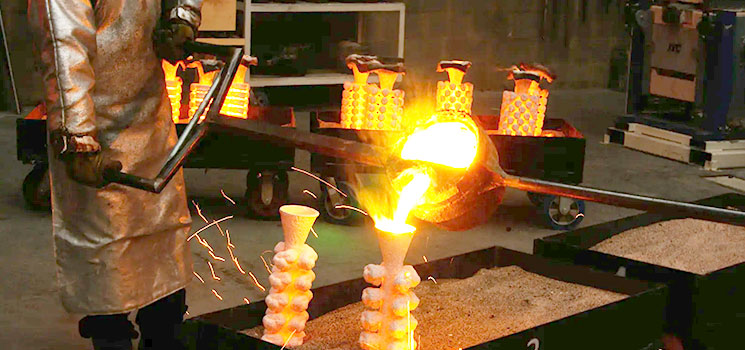
Відливка є одним із найранішіх методів формування металу, відомих людині. Зазвичай це означає, що розплавлений метал заливається у жаростійку форму з полотном бажаної форми, і дозволяється затверднути. Після затвердження, бажаний металевий об'єкт витягається з жаростійкої форми або розбивши форму або розклавши її на частини.
1.ІСТОРІЯ ПРОЦЕСУ ВІДЛИВКИ
Процес відливки, ймовірно, був відкритий десь у 3500 році до н.е. в Месопотамії. У багатьох частинах світу в цей період медні топори та інші плоскі предмети виготовлялися у відкритих формах з каменя або обожженої глини. Ці форми, як правило, були одночастинними. Але у пізніші часи, коли потрібно було виготовляти круглі предмети, такі форми розсікали на дві чи більше частин, щоб спростити вилучення круглих предметів. Бронзовий вік (десь 2000 років до н.е.) приніс значно більшу досконалість у процес відливки. Можливо, саме тоді було винаходжено ядро для створення порожнин у предметах. Ці ядра виготовлялися з обожженої глини. Також метод 'цире пердю' або втраченої воску був широко використовуваний для виготовлення ювелірних виробів та дрібної роботи.
Технологія відливки була значно покращена китайцями незадовго до 1500 року до н.е. До цього часу немає жодних доказів про існування діяльності, пов'язаної з відливкою, у Китаї. Здається, що вони не були добре ознайомлені з процесом цир-пердю, а також не використовували його широко, але спеціалізувались на багаточасткових формах для створення дуже складних виробів. Вони приділяли багато часу досконаленню форми до останньої деталі, щоб майже не потрібна була фінальна обробка відливку, зробленого з форми. Імовірно, вони виготовляли часткові форми, що містили тщесно підгонені частини, їх кількість доходила до тридцяти чи більше. На справді, багато таких форм було знайдено під час археологічних розкопок у різних частинах Китаю.
 Процес обробки нержавіючих залізних відливок включає кілька етапів, від відлива до остаточного готового продукту. Наступне є загальним процесом обробки нержавіючих залізних відливок та обладнанням, яке може бути використане:
Процес обробки нержавіючих залізних відливок включає кілька етапів, від відлива до остаточного готового продукту. Наступне є загальним процесом обробки нержавіючих залізних відливок та обладнанням, яке може бути використане:
Підготовка сировини:
Переконайтеся, що використовуються високоякісні матеріали з нержавіючої сталі, які відповідають проектним вимогам та актуальним стандартам.

Лиття:
Нержавіюча сталь розплавляється та відливається у бажану форму за допомогою відливального обладнання, такого як пісочний відлив, відлив за пропадом пінопласту або інші методи відливу.
Вилучення шлаку та фарбування:
Використовуйте вibrаторне обладнання або інші інструменти для вилучення шлаку, щоб вилучити шлак з поверхні відливу та вилучити можливі фарби.
Термічна обробка (за необхідності):
Для спеціальних вимог проводиться термічна обробка для покращення твердості, міцності та інших властивостей матеріалу.

груба обробка:
Використовуються токарні станки, фрезерні станки, свердлові стани та інше обладнання для грубого виробництва відливів у підготовці до наступного кроку точної обробки.
Сварка (якщо необхідно):
Виконувати сварочні роботи на деталях, які потрібно зібрати. Використовуйте загальні методи сварки, такі як дугова сварка, сварка TIG.
Точне оброблення:
Інструменти ЧПУ, такі як фрезерний станок ЧПУ, токарний станок ЧПУ тощо, використовуються для точного оброблення відливок, щоб забезпечити точність розмірів і якість поверхні.

Обробка поверхні:
Виконуватиsurface обробку, таку як полірування, шліфування, етчинг тощо, щоб покращити зовнішній вигляд і якість поверхні відливок з нержавіючої сталі.
Збірка (якщо необхідно):
Якщо є кілька деталей, які потрібно зібрати, виконайте операції збірки.
Перевірка якості:
Використовуйте різні контрольні пристрої, такі як тривимірні координатні вимірювальні машини, твердоміри, ультразвукові детектори тощо, щоб провести перевірку якості оброблених відливок з нержавіючої сталі.

 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA