
Gjutning & Hällning & Skärning
När det har förrättats tas den önskade metallenheten ut ur tålmodellen antingen genom att bryta modellen eller genom att ta ifrån modellen. Den förrättade objektet kallas gjutning. Denna process kallas också smedja, och det moderna fabriken som fokuserar på att göra metalldelar genom gjutning kallas smedjeri.
Gjutning är en av de äldsta metallformningsmetoderna som är känt för människor. Det betyder vanligtvis att hälla smält metall i en tålmodell med en hölje av den form som ska göras, och låta den förrättas. När det har förrättats tas den önskade metallobjektet ut ur tålmodellen antingen genom att bryta modellen eller genom att ta ifrån modellen.
1.HISTORIKEN AV GJUTNINGSPROCESS
Gjutprocessen upptäcktes förmodligen runt år 3500 f.Kr. i Mesopotamien. Under den tiden gjordes kopparyxor och andra platta föremål i öppna former av sten eller bakad ler. Dessa former var vanligtvis på en enda del. Men i senare tider, när rondformerade föremål behövdes, delades dessa former upp i två eller flera delar för att underlätta uttagandet av de rundformade föremålen. Bronsåldern (cirka 2000 f.Kr.)förde med sig mycket mer förfining i gjutprocessen. Först gången kanske uppfanns ett kärnmaterial för att skapa tomrum i föremålen. Dessa kärnor gjordes av bakad ler. Dessutom användes cire perdue- eller vaxförlustmetoden omfattande för att göra smycken och fina arbeten.
Den kastningsteknik som har förbättrats av kineserna runt 1500 f.Kr. Innan dess finns ingen bevis på någon kastningsaktivitet i Kina. De verkar inte ha varit väl bekanta med processen cire perdue eller använda den omfattande, utan istället specialiserade sig på flerdelade former för att göra mycket komplexa arbeten. De ägnade mycket tid åt att förbättra formerna till det sista detaljet så att nästan ingen slutlig bearbetning krävdes på de kastningar som gjordes från formerna. De troligen gjorde styckformer som innehöll noggrant anpassade delar, antal trettio eller mer. Faktiskt har många sådana former hittats under arkeologiska utgrävningar i olika delar av Kina.
 Bearbetningsprocessen för rostfria ståljuterier omfattar flera steg, från jutning till det slutliga färdiga produkten. Följande är den allmänna bearbetningsprocessen för rostfria ståljuterier och utrustningen som kan användas:
Bearbetningsprocessen för rostfria ståljuterier omfattar flera steg, från jutning till det slutliga färdiga produkten. Följande är den allmänna bearbetningsprocessen för rostfria ståljuterier och utrustningen som kan användas:
Förberedning av råmaterial:
Se till att använda högkvalitativa rostfria stålmaterial som uppfyller designkraven och relevanta normer.

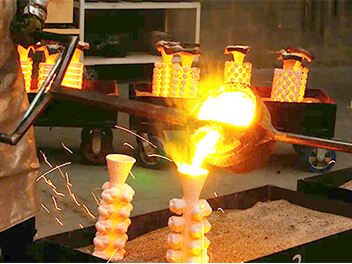
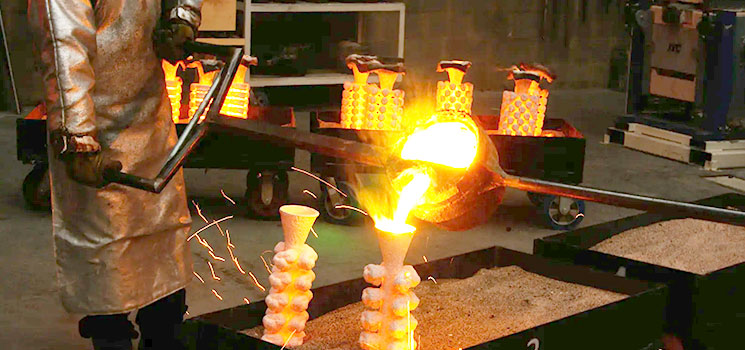
Kastning:
Rostfritt stål smälts och jutas i önskad jutform med hjälp av jutningsutrustning som sandjutning, förlorad formjutning eller andra jutningsmetoder.
Borttagning av slag och avskalning:
Använd vibrationsutrustning eller andra slagborttagningsverktyg för att ta bort slag från ytan på juten och eliminera eventuella burrar.
Värmebehandling (valfritt):
För särskilda krav utförs värmebehandling för att förbättra hårdheten, styrkan och andra egenskaper hos materialet.

grovtbearbetning:
Lathundrar, fräsar, boreshuggare och annan utrustning används för grovtbearbetning av juten i förberedelse på nästa steg av finbearbetning.
Svetsning (om nödvändigt):
Utför svetsningsoperationer på de delar som behöver samlas. Använd vanliga svetsningsmetoder som bågsvedsning, TIG-svetsning.
Precisionbearbetning:
CNC-verktyg, såsom CNC-fräsar, CNC-skärmar etc., används för att noggrannhetsbearbeta gjutningar och säkerställa dimensionsnoggrannhet och ytkvalitet.

Ytbehandling:
Utför ytanbehandling, såsom polering, sandstrålning, etablering etc., för att förbättra utseendet och ytkvaliteten av rostfria stålsgjutningar.
Montering (om nödvändigt):
Om det finns flera delar som behöver monteras, utför monteringsoperationer.
Kvalitetsinspektion:
Använd olika testutrustning, såsom tre-dimensionella koordinatmätmaskiner, hårdhetstestare, ultraljudsdetektorer etc., för att genomföra kvalitetstester på bearbetade rostfria stålsgjutningar.


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved Integritspolicy Blogg
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




