
Pengecasan & Penyiraman & Pemotongan
Apabila telah mengeras, objek logam yang dikehendaki diambil daripada cetakan tahan api sama ada dengan mematahkan cetakan atau dengan membongkar bahagian cetakan. Objek yang telah mengeras dipanggil pengecasan. Proses ini juga dikenali sebagai pengecasan, dan kilang moden yang terfokus pada pengecasan cebisan logam dipanggil foundry
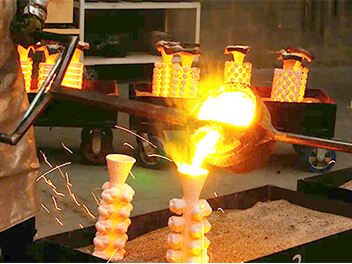
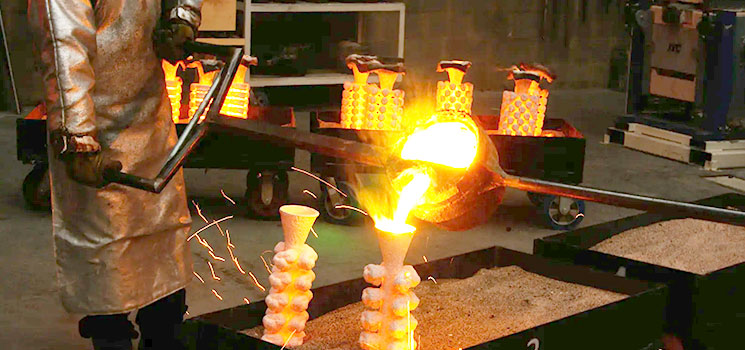
Pengecasan adalah salah satu kaedah pembentukan logam paling awal yang dikenali oleh manusia. Ia secara amnya bermaksud menyiram logam lebur ke dalam cetakan tahan api dengan rongga bentuk yang hendak dibuat, dan membiarkannya mengeras. Apabila mengeras, objek logam yang dikehendaki diambil daripada cetakan tahan api sama ada dengan mematahkan cetakan atau dengan membongkar bahagian cetakan.
1.SEJARAH PROSES PENGECASTAN
Proses pengecasan mungkin ditemui sekitar 3500 SM di Mesopotamia. Pada zaman itu, di banyak bahagian dunia, kapak tembaga dan objek-objek rata lain dikeluarkan dalam cetakan terbuka yang dibuat daripada batu atau tanah liat dipanggang. Cetakan ini asasnya adalah satu kepingan. Tetapi pada zaman seterusnya, apabila objek bulat perlu dibuat, cetakan tersebut dibahagikan kepada dua atau lebih bahagian untuk memudahkan pengeluaran objek bulat itu. Zaman Gangsa (sekitar 2000 SM) membawa pembaikan jauh lebih baik dalam proses pengecasan. Mungkin untuk kali pertama, sebuah inti untuk membuat ruang kosong dalam objek dicipta. Inti-inti ini dibuat daripada tanah liat dipanggang. Selain itu, proses cire perdue atau lilin hilang digunakan secara meluas untuk membuat hiasan dan kerja halus.
Teknologi pengecoran telah diperbaiki secara besar-besaran oleh orang Cina sekitar 1500 SM. Sebelum itu, tidak ada bukti aktiviti pengecoran yang ditemui di China. Mereka kelihatan tidak terlalu familiar dengan proses cire perdue mahupun menggunakannya secara meluas, tetapi malah berspecial dalam cetakan berbilang bahagian untuk membuat kerja yang sangat rumit. Mereka memperdayakan banyak masa untuk menyempurnakan cetakan sehingga ke butiran terakhir supaya hampir tiada kerja akhir yang diperlukan pada pengecoran yang dibuat daripada cetakan tersebut. Mungkin mereka membuat cetakan berbahan yang mengandungi kepingan yang disuaikan dengan teliti, mencapai tiga puluh atau lebih. Sebenarnya, ramai cetakan seperti itu telah ditemui semasa penggalian arkeologi di pelbagai bahagian China.
 Proses mesinan bagi pengecasan keluli tahan karat melibatkan beberapa langkah, dari pengecasan hingga produk akhir yang siap. Berikut adalah proses mesinan am umum bagi pengecasan keluli tahan karat dan peralatan yang mungkin digunakan:
Proses mesinan bagi pengecasan keluli tahan karat melibatkan beberapa langkah, dari pengecasan hingga produk akhir yang siap. Berikut adalah proses mesinan am umum bagi pengecasan keluli tahan karat dan peralatan yang mungkin digunakan:
Persediaan bahan mentah:
Pastikan menggunakan bahan keluli tahan karat berkualiti tinggi yang memenuhi keperluan reka bentuk dan piawaian berkaitan.

Pengecoran:
Keluli tahan karat ditopang dan diecas kepada bentuk ecasan yang diingini dengan menggunakan peralatan ecasan seperti ecasan pasir, ecasan busa hilang, atau kaedah ecasan lainnya.
Pembuangan kotoran dan pengelakan tepi runcing:
Gunakan peralatan getaran atau alat pembuang kotoran lain untuk membuang kotoran daripada permukaan ecasan dan buang tepi runcing yang mungkin ada.
Pengilatan haba (pilihan):
Untuk keperluan khas, pengilatan haba dilakukan untuk meningkatkan kekerasan, kekuatan dan sifat lain bahan.

pengeboman kasar:
Mesin bubut, mesin penggergajian, bor meja dan peralatan lain digunakan untuk mengebom kasar ecasan sebagai persediaan untuk langkah seterusnya iaitu pengilangan halus.
Penyambungan (jika diperlukan):
Laksanakan operasi penyambungan pada bahagian yang perlu dirakam. Gunakan kaedah penyambungan biasa seperti penyambungan ark, penyambungan TIG.
Pemesinan ketepatan:
Alatan mesin CNC, seperti mesin pengeboran CNC, mesin bubut CNC, dll., digunakan untuk memproses dengan presisi coran-coran bagi memastikan kejituan dimensi dan kualiti permukaan.

Rawatan Permukaan:
Laksanakan rawatan permukaan, seperti poles, pelupusan pasir, pencucian asid, dll., untuk meningkatkan penampilan dan kualiti permukaan coran stainless steel.
Penyambungan (jika diperlukan):
Jika terdapat beberapa bahagian yang perlu dirakam, lakukan operasi penyambungan.
Pemeriksaan Kualiti:
Gunakan pelbagai peralatan ujian, seperti jentera pengukur koordinat tiga dimensi, pengujian kerasan, pengesan ultrasonik, dll., untuk menjalankan ujian kualiti pada coran stainless steel yang telah diproses.


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved Dasar Privasi Blog
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




