
Dökme & Dökmek & Kesme
Katılaştığında, istenen metal nesne ya kalıbı kırarak ya da kalıbı ayırarak refraktör kalıptan çıkarılır. Katılaşmış nesneye döküm denir. Bu süreç aynı zamanda fonlama olarak adlandırılır ve metal parçaları dökerek üreten modern fabrika fonlama fabrikası olarak adlandırılır.
Döküm, insanlar tarafından bilinen en eski metal şekillendirme yöntemlerinden biridir. Genellikle, yapmak istediğiniz şekillerin boşluğunu içeren bir refraktör kalıba erimiş metali dökme ve katılaşmasına izin vermek anlamına gelir. Katılaştığında, istenen metal nesne refraktör kalıptan ya kalıbı kırarak ya da kalıbı ayırarak çıkarılır.
1.DÖKÜM SÜREÇLERİNİN TARİHİ
Döküm süreci muhtemelen MÖ 3500 yıllarında Mezopotamya'da keşfedildi. O dönemde dünyanın birçok bölgesinde, bakır baltalar ve diğer düz nesneler taştan veya pişmiş kilden yapılmış açık kalıplarda üretilirdi. Bu kalıplar genellikle tek parça olarak yapılmıştı. Ancak daha sonraki dönemlerde yuvarlak nesneler gereklilik duyulduğunda, bu kalıplar yuvarlak nesnelerin çıkartılmasını kolaylaştırmak için ikiye veya daha fazla parçaya bölündü. Bronz Çağı (MÖ 2000 civarı) döküm süreçlerine çok daha fazla şık getirdi. İlk defa belki de nesnelerde boşluklar yapmak için bir çekirdek icat edildi. Bu çekirdekler pişmiş kilten yapılmaktaydı. Ayrıca, kaybolan kiremit ya da cire perdue yöntemi, süs eşyaları ve ince işçilikler için yaygın olarak kullanıldı.
Atıflama teknolojisi MÖ 1500 civarından itibaren Çinliler tarafından büyük ölçüde geliştirilmiştir. Bu tarihten önce, Çin'de herhangi bir atıflama etkinliğinin olduğu konusunda hiçbir kanıt bulunmamaktadır. Kayıp civa (cire perdue) süreciyle pek aşina olmadıkları ve bunu geniş ölçüde kullanmadıkları gibi, tamamen karmaşık işler yapmak için çok parçalı kalıplarda uzmanlaşmışlardır. Kalıpları son detaya kadar tamamlamak için çok fazla zaman harcadılar, böylece kalıptan yapılan atıf üzerinde neredeyse hiç bitirme işi gerekmedi. Muhtemelen otuz veya daha fazla dikkatlice uyumlu parça içeren parçalı kalıplar yaptılar. Gerçekte, Çin'in çeşitli bölgelerinde yapılan arkeolojik kazılarda birçok bu tür kalıp ortaya çıkarılmıştır.
 Stainless çelik döküm için makineleme süreci, dökümden son işlenmiş ürüne kadar birden fazla adıma sahiptir. Aşağıdaki açıklama, stainless çelik dökümlerin genel makineleme sürecini ve kullanılabilecek ekipmanları içerir:
Stainless çelik döküm için makineleme süreci, dökümden son işlenmiş ürüne kadar birden fazla adıma sahiptir. Aşağıdaki açıklama, stainless çelik dökümlerin genel makineleme sürecini ve kullanılabilecek ekipmanları içerir:
Hammadde hazırlama:
Tasarım gereksinimlerini ve ilgili standartları karşılayan yüksek kaliteli stainless çelik malzemelerinin kullanılmasından emin olun.

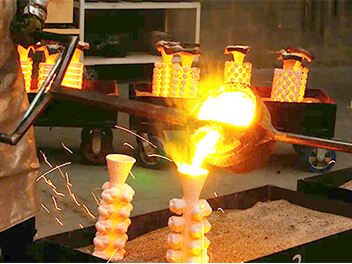
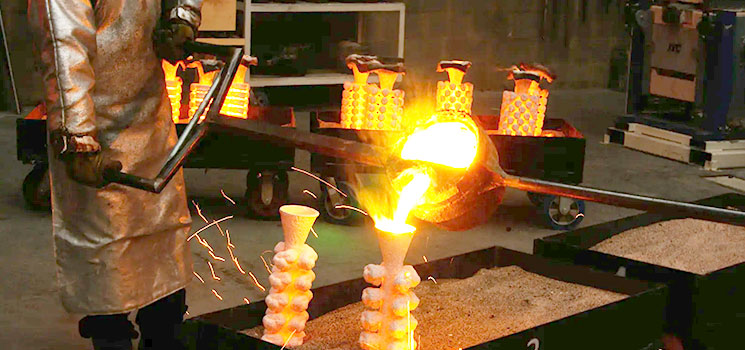
Döküm:
Stainless çelik, kum dökümü, kaybolan köpük dökümü veya diğer döküm yöntemleri gibi döküm ekipmanlarıyla istenen döküm şekline eritilip dökülür.
Şamandıra çıkarma ve kenarlık temizleme:
Dökümün yüzeyinden şamandıra çıkarmak ve olası kenarlıkları kaldırmak için titreşim ekipmanı veya diğer şamandıra çıkarma araçları kullanılır.
Isı işleme (seçmeli):
Özel gereksinimler için, malzemenin sertliği, dayanımı ve diğer özelliklerini artırmak amacıyla ısı işlemi yapılır.

kaba makineleme:
Sonraki aşamada ince makinelemeye hazırlanmak üzere dökümler, torno makineleri, freze makineleri, delgi makineleri ve diğer ekipmanlar ile kabaca işlenir.
Kaynaklama (gerekiyorsa):
Monte edilmesi gereken parçalarda kaynak işlemi yapın. Yaygın kullanılan kaynak yöntemlerini kullanın, örneğin ark kaynak, TIG kaynak vb.
Hassas İşleme:
CNC freze makineleri, CNC torno makineleri gibi CNC makine araçları, boyutsal doğruluğu ve yüzey kalitesini sağlamak için dökümleri hassas şekilde işler.

Yüzey İşlemi:
Stainless çelik dökümlerin görünürlüğünü ve yüzey kalitesini artırmak için pürüzsüzleştirmek, kum atmak, asitle temizlemek gibi yüzey işleme uygulayın.
Montaj (gerekiyorsa):
Monte edilmesi gereken birden fazla parça varsa, montaj işlemlerini gerçekleştirin.
Kalite Denetimi:
Üç boyutlu koordinat ölçer makineleri, sertlik test edicileri, ultra sesli dedektörler gibi çeşitli test ekipmanlarını kullanarak işlenmiş stainless çelik dökümlerde kalite denetimi yapın.


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved Gizlilik Politikası Blog
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




