
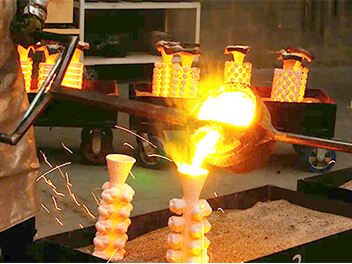
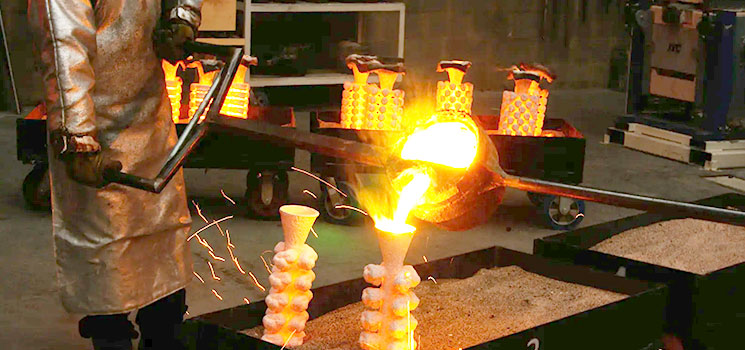
Casting & Pouring & Cutting
When solidified, the desired metal object istaken out from the refractory mould either by breaking the mould or by taking the mould apart. The solidified obiect is calledcasting. This process is also called founding, and the modern factory which is focusing on casting metal parts is caled foundry
Casting is one of the earliest metal-shaping methods known to human beings. It generally means pouring molten metal into a refractory mould with a cavity of the shape to be made, and allowing it to solidify.When solidified, the desired metal object is taken out from the refractory mould either by breaking the mould or by taking the mould apart.
1.HISTORY OF CASTING PROCESS
The casting process was probably discovered around c 3500 BC in Mesopotamia. In many parts of the world during that period, copper axes and other flat objects were turned out in open moulds made of stone or baked clay. These moulds were essentially in single piece. But in later periods, when round objects were require be made, such moulds were split into two or more parts to facilitate the withdrawal of the round objects.The Bronze age (c 2000 BC) brought far more refinement into the casting process. For the first time perhaps, a core for making hollow pockets in the objects was invented. These cores were made of baked clay.Also, the cire perdue or lost wax process was extensively used for making ornaments and fine work.
The casting technology has been greatly improved by the Chinese from around 1500 BC. Before that, there is no evidence of any casting activity found in China. They do not appear to have been great famillar with the cire perdue process nor used it extensively but instead specialized in multi-piece moulds for making highly intricate jobs. They spent a lot of time in perfecting the mould to the last detail so that hardly any finishing work was required on the casting made from the moulds. They probably made piece moulds containing carefully fitted pieces, numbering thirty or more. In fact, many such moulds have been uneartheduring archaeological excavations in various parts of China.
 The machining process for stainless steel castings involves multiple steps, from casting to the final finished product. The following is the general machining process of stainless steel castings and the equipment that may be used:
The machining process for stainless steel castings involves multiple steps, from casting to the final finished product. The following is the general machining process of stainless steel castings and the equipment that may be used:
Raw material preparation:
Make sure to use high-quality stainless steel materials that meet design requirements and relevant standards.

Casting:
Stainless steel is melted and cast into the desired casting shape using casting equipment such as sand casting, lost foam casting, or other casting methods.
Removing slag and deburring:
Use vibration equipment or other slag removal tools to remove slag from the surface of the casting and remove possible burrs.
Heat treatment (optional):
For special requirements, heat treatment is performed to improve the hardness, strength and other properties of the material.

roughing:
Lathes, milling machines, drill presses and other equipment are used to rough-machin the castings in preparation for the next step of fine machining.
Welding (if required):
Carry out welding operations on the parts that need to be assembled. Use common welding methods such as arc welding, TIG welding.
Precision Machining:
CNC machine tools, such as CNC milling machines, CNC lathes, etc., are used to precision machine castings to ensure dimensional accuracy and surface quality.

Surface treatment:
Carry out surface treatment, such as polishing, sandblasting, pickling, etc., to improve the appearance and surface quality of stainless steel castings.
Assembly (if required):
If there are multiple parts that need to be assembled, perform assembly operations.
Quality Inspection:
Use various testing equipment, such as three-dimensional coordinate measuring machines, hardness testers, ultrasonic detectors, etc., to conduct quality testing on machined stainless steel castings.


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved Privacy Policy Blog
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




