
鋳造 & 注ぎ込み & 切断
固化した後、望む金属製品は耐火モールドからモールドを壊すか、またはモールドを分解することで取り出されます。固化した物体は「鋳造物」と呼ばれます。このプロセスはまた鋳造とも呼ばれ、金属部品の鋳造に特化した現代の工場は鋳造所と呼ばれます。
鋳造は人類が知る最も古い金属成形方法の一つです。一般的に溶けた金属を、作られたい形状の型穴を持つ耐火モールドに注ぎ込み、固化させる事を指します。固化した後、望む金属製品は耐火モールドから モールドを壊すか、またはモールドを分解することで取り出されます。
1.鋳造プロセスの歴史
鋳造プロセスは、紀元前3500年頃にメソポタミアで発見されたと考えられています。その時代の世界の多くの地域で、銅の斧や他の平らな物体が、石または焼いた粘土で作られたオープンモールドで製造されていました。これらの型は基本的に一塊でした。しかし、後期になると、丸い物体が必要とされるようになり、そのような型は丸い物体を取り出すために2つまたはそれ以上に分割されました。青銅器時代(紀元前2000年頃)には、鋳造プロセスがさらに洗練されました。おそらく初めて、物体の中に空洞を作るためのコアが発明されました。これらのコアは焼いた粘土で作られました。また、ロストワックス法(シルペルデュ)が装飾品や細かい作品の製作に広く使用されました。
鋳造技術は紀元前1500年頃に中国によって大幅に改善されました。それ以前には、中国で鋳造活動の証拠は何も見つかっていません。彼らは失蜡法に詳しくなかったようで、広範に使用することもありませんでしたが、代わりに非常に複雑な作業のために多部品の型を専門としていました。彼らは型を最後の細部まで完全にするために多くの時間を費やし、型から作られた鋳造品にはほとんど仕上げ加工が不要でした。おそらく、慎重に適合させた30以上の部品を持つ型を作っていたでしょう。実際、中国各地での考古学的発掘調査において、このような型が多数発見されています。
 ステンレス鋳物の加工プロセスは、鋳造から最終製品まで複数のステップを含みます。以下はステンレス鋳物の一般的な加工プロセスと使用されるかもしれない設備です:
ステンレス鋳物の加工プロセスは、鋳造から最終製品まで複数のステップを含みます。以下はステンレス鋳物の一般的な加工プロセスと使用されるかもしれない設備です:
原材料の準備:
設計要件や関連規格に適合する高品質のステンレス素材を使用することをお勧めします。

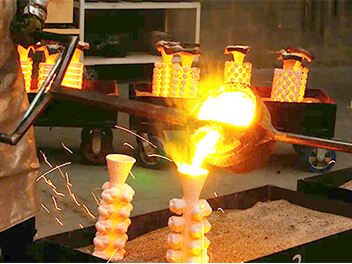
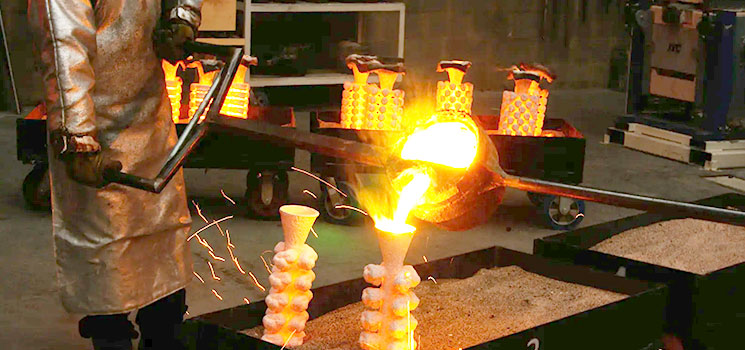
鋳造:
砂型鋳造、ロストフォーム鋳造、その他の鋳造方法などの鋳造設備を使用して、ステンレスを溶かし、望む鋳造形状に鋳込みます。
スラグ除去およびバリ取り:
振動装置やその他のスラグ除去工具を使用して、鋳物表面のスラグを取り除き、可能性のあるバリを除去します。
熱処理(オプション):
特別な要求がある場合、材料の硬度、強度、その他の特性を向上させるために熱処理が行われます。

粗削り:
旋盤、フライス盤、ドリルプレスなどの設備を使用して、鋳物を粗削りし、次の精密加工のステップに備えます。
必要に応じた溶接:
組み立てが必要な部品で溶接作業を行います。アーク溶接、TIG溶接などの一般的な溶接方法を使用します。
精密加工:
CNC加工機械(CNCミリングマシン、CNC旋盤など)を使用して鋳物を精密加工し、寸法精度と表面品質を確保します。

表面処理:
研磨、サンドブラスト、ピッキングなどの表面処理を行い、ステンレス鋳物の外観と表面品質を向上させます。
組立(必要に応じて):
複数の部品を組み立てる必要がある場合、組立作業を行います。
品質検査:
三次元座標測定機、硬さ試験機、超音波探傷機などの各種試験設備を使用して、加工されたステンレス鋳物の品質検査を行います。


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved プライバシーポリシー ブログ
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




