
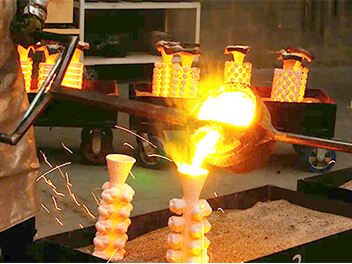
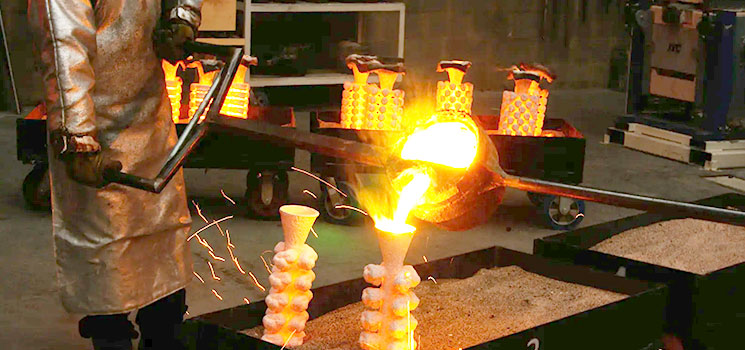
ढालना & भरना & कटना
जब ठण्डा होकर ठोस हो जाता है, तो अभीष्ट धातु वस्तु को बदले या मोल्ड को अलग करके अग्नि-तटस्थ मोल्ड से बाहर निकाला जाता है। ठोस वस्तु को 'ढाल' कहा जाता है। इस प्रक्रिया को फाउंडिंग भी कहा जाता है, और आधुनिक कारखाना जो धातु के भाग ढालने पर केंद्रित है, उसे फाउंड्री कहा जाता है।
ढालना मानव जाति द्वारा जानी गई सबसे प्राचीन धातु-आकार देने की विधियों में से एक है। इसका आम तौर पर अर्थ है कि पिघली हुई धातु को बनाने वाले आकार की एक अग्नि-तटस्थ मोल्ड में ढाला जाता है, और इसे ठण्डा होने दिया जाता है। जब ठोस हो जाता है, तो अभीष्ट धातु वस्तु को अग्नि-तटस्थ मोल्ड से बाहर निकाला जाता है या तो मोल्ड को तोड़कर या मोल्ड को अलग करके।
1. ढालने की प्रक्रिया का इतिहास
कास्टिंग प्रक्रिया को सबसे पहले लगभग सी 3500 ईसा पूर्व मेसोपोटेमिया में खोजा गया होगा। उस समय की बहुत सी जगहों पर, तांबे के भड़के और अन्य सपाट वस्तुएं खुले मोल्ड्स (ढाल) में बनाई जाती थीं, जो पत्थर या फिर पकाए गए मिट्टी से बने होते थे। ये मोल्ड्स मूल रूप से एक टुकड़े में होते थे। लेकिन बाद की पीढ़ियों में, जब गोल वस्तुओं की आवश्यकता पड़ी, तो उन मोल्ड्स को दो या अधिक टुकड़ों में बांटा गया ताकि गोल वस्तुओं को बाहर निकालने में सुविधा हो। तांबा युग (सी 2000 ईसा पूर्व) कास्टिंग प्रक्रिया में बहुत अधिक सुधार ला गया। शायद पहली बार, वस्तुओं में खोखले भाग बनाने के लिए कोर (core) का उपयोग किया गया। ये कोर पकाए गए मिट्टी से बने थे। इसके अलावा, सिर पेर्द्यू (cire perdue) या गायब वेक्स प्रक्रिया को सजावटी वस्तुओं और बेहतरीन काम के लिए बहुत व्यापक रूप से उपयोग किया गया।
कास्टिंग तकनीक को म.स. 1500 के आसपास चीनी लोगों ने बहुत अधिक सुधार किया है। उससे पहले, चीन में किसी भी कास्टिंग सक्रियता का कोई प्रमाण नहीं मिला है। वे लोग प्रतीत होते हैं कि 'सिर पर्दू' प्रक्रिया से बहुत परिचित नहीं थे और इसे व्यापक रूप से नहीं इस्तेमाल करते थे, बल्कि वे जटिल कार्यों को बनाने के लिए बहु-अंगीय मोल्ड पर विशेषज्ञता प्राप्त करते थे। वे मोल्ड को पूरी तरह से पूर्ण करने में बहुत समय खर्च करते थे ताकि मोल्ड से बनाए गए कास्टिंग पर बहुत कम समाप्ति का काम करना पड़े। वे शायद टुकड़े वाले मोल्ड बनाते थे जिनमें सौकर या उससे अधिक काफी जुड़े हुए टुकड़े होते थे। बात ऐसी है कि चीन के विभिन्न हिस्सों में चलने वाली पुरातत्विक खुदाई में ऐसे कई मोल्ड पाए गए हैं।
 स्टेनलेस स्टील कास्टिंग के लिए मशीनिंग प्रक्रिया कई चरणों को शामिल करती है, कास्टिंग से लेकर अंतिम खत्म उत्पाद तक। निम्नलिखित स्टेनलेस स्टील कास्टिंग की सामान्य मशीनिंग प्रक्रिया है और जिस उपकरण का उपयोग किया जा सकता है:
स्टेनलेस स्टील कास्टिंग के लिए मशीनिंग प्रक्रिया कई चरणों को शामिल करती है, कास्टिंग से लेकर अंतिम खत्म उत्पाद तक। निम्नलिखित स्टेनलेस स्टील कास्टिंग की सामान्य मशीनिंग प्रक्रिया है और जिस उपकरण का उपयोग किया जा सकता है:
कच्चे माल की तैयारी:
डिज़ाइन माँगों और संबंधित मानकों को पूरा करने वाले उच्च गुणवत्ता के स्टेनलेस स्टील सामग्री का उपयोग करना जरूरी है।

Icast:
स्टेनलेस स्टील को ढाला जाता है और चालू ढालने के आकार में ढाला जाता है, जिसमें रेत ढालने, लॉस्ट फ़ॉम ढालने या अन्य ढालने की विधियों का उपयोग किया जाता है।
फ्रीत और बर को हटाना:
विशेष ढालने के उपकरणों या अन्य फ्रीत हटाने के उपकरणों का उपयोग करके ढालने की सतह से फ्रीत को हटाएं और संभावित बर को हटाएं।
गर्मी का इलाज (वैकल्पिक):
विशेष आवश्यकताओं के लिए, सामग्री की कठोरता, दृढ़ता और अन्य गुणों को बढ़ाने के लिए गर्मी का इलाज किया जाता है।

खुरदरी:
चाकू, मिलिंग मशीन, ड्रिल प्रेस और अन्य उपकरणों का उपयोग करके ढालने को अगले चरण के लिए सटीक मशीनिंग के लिए खुरदरी किया जाता है।
जोड़ना (अगर आवश्यक हो):
जोड़ने की आवश्यकता होने वाले हिस्सों पर जोड़ने की क्रियाएं करें। आर्क जोड़ना, TIG जोड़ना जैसी सामान्य जोड़ने की विधियों का उपयोग करें।
सटीक मशीनिंग:
CNC मशीन टूल्स, जैसे CNC मिलिंग मशीन, CNC चाकू आदि का उपयोग किया जाता है ताकि ढालने को सटीक मशीनिंग किया जा सके और आयामी सटीकता और सतह की गुणवत्ता को सुनिश्चित किया जा सके।

सतह उपचार:
सतह प्रबंधन करें, जैसे पोलिशिंग, सैंडब्लास्टिंग, पिकलिंग आदि, ताकि स्टेनलेस स्टील कास्टिंग की दिखावट और सतह की गुणवत्ता में सुधार हो।
सभीकरण (अगर आवश्यक हो):
यदि कई भागों को सभीकरण करने की आवश्यकता है, तो सभीकरण संचालन करें।
गुणवत्ता जाँच:
विभिन्न परीक्षण उपकरणों का उपयोग करें, जैसे तीन-आयामी निर्देशांक मापन मशीन, कठिनता परीक्षक, अल्ट्रासोनिक डिटेक्टर आदि, ताकि मशीनिंग की गई स्टेनलेस स्टील कास्टिंग पर गुणवत्ता परीक्षण किया जा सके।


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved गोपनीयता नीति ब्लॉग
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




