
Muovatus & Valuttaminen & Leikkaus
Kun se on jähmetynyt, haluttu metali-olio poistetaan tulipalvalta mallista joko rikkomalla malli tai irrottamalla se osa osasta. Jähmetynyt olio kutsutaan muovaksi. Tätä prosessia kutsutaan myös perustuotannoksi, ja moderni tehdas, joka keskittyy metalliosien muovaamiseen, kutsutaan puuviljelmäksi.
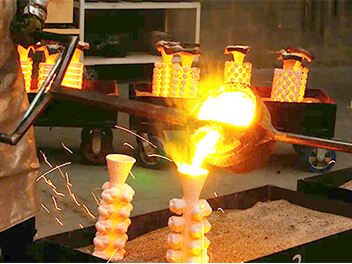
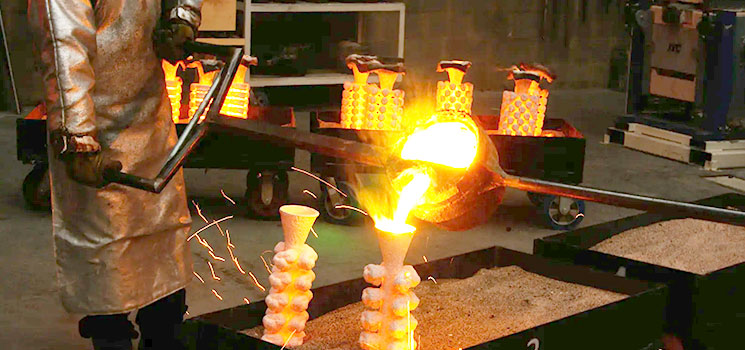
Muovaus on yksi ihmiskunnan tuntemista vanhimmista metallin muotoilumenetelmistä. Se tarkoittaa yleensä kuohennettua metallia tulipalvalliseen muovamalliin, jossa on kuilto halutun muodon muodostamiseksi, ja sen jäädyttämistä. Kun se on jähmetynyt, haluttu metali-olio poimitaan tulipalvalta mallista joko rikottamalla mallia tai irrottamalla se osa osasta.
1.MUOVATUSTEKNIIKKAN HISTORIA
Muovauksen prosessi kehitettiin todennäköisesti noin 3500 eKr. Mesopotamiassa. Monissa maailman osissa tuolloin tehtiin kopparikallioita ja muita tasoisia esineitä avoimissa muovissa, jotka olivat kivet tai paistettua argillaattaa. Nämä muovit olivat periaatteessa yhdessä palassa. Myöhemmin, kun pyörteitä esineitä tarvittiin, nämä muovit jaettiin kahteen tai useampaan osaan helpottaakseen pyöreiden esien vetämistä. Pronssikaus (noin 2000 eKr.) toi paljon hienompien muovausmenetelmien käyttöön. Ensimmäistä kertaa kehitettiin varmaankin ydin tekemään tyhjiä tiloja esineissä. Nämä ytimet olivat tehty paistettua argillaattaa. Lisäksi cire perdue- tai kadonneen vax-prosessi käytettiin laajasti koristeiden ja hienojen töiden tekemiseen.
Muovauttamiste teknologia on kehittynyt huomattavasti kiinalaisten toimesta noin 1500 eKr:. Ennen sitä Kiinassa ei ole löydetty mitään muovauttamistoimintaa. Näyttää siltä, että he eivät olleet kovin tuttuja häviönkuvio-prosessista eivätkä käyttäneet sitä laajasti, vaan erikoistuivat useampaan osaan perustuviin muoviin, joilla tehtiin erittäin monimutkaisia töitä. He käyttivät paljon aikaa täydentämään muovia viimeiseen yksityiskohtaan niin, että muovauttamisesta saatuun tuotteeseen ei ollut melkein tarvetta lopputyöhön. Todennäköisesti he tekivät palasiainemuovia, jotka sisälsivät huolellisesti sovitettuja palasia, joiden määrä voisi olla kolmekymmentä tai useampia. Itse asiassa monet tällaiset muovit on löydetty arkeologisissa kaivauksissa Kiinan eri osissa.
 Käsittelyprosessi rostivapaan teräksen pouruille sisältää useita vaiheita, alkaen pourusta ja päättyen lopulliseen valmiiseen tuotteeseen. Seuraava on yleinen käsittelyprosessi rostivapaan teräksen pouruille sekä mahdollisesti käytettävä laitteisto:
Käsittelyprosessi rostivapaan teräksen pouruille sisältää useita vaiheita, alkaen pourusta ja päättyen lopulliseen valmiiseen tuotteeseen. Seuraava on yleinen käsittelyprosessi rostivapaan teräksen pouruille sekä mahdollisesti käytettävä laitteisto:
Aineiston valmistelu:
Varmista, että käytät korkealaatuisia rostivapaita teräsaineistoja, jotka täyttävät suunnittelun vaatimukset ja asianomaiset standardit.

Muovautuminen:
Rostivapaa teräs sulautetaan ja pourataan haluttuun muotoon käyttämällä pourauslaiteistoa, kuten hiekkapourua, hajoava-mallipourua tai muita pouruselviä.
Hiekka- ja reunusten poisto:
Käytä värinnytlaitteita tai muita hiekka-poisto työkaluja, joiden avulla poistetaan hiekka pouruksen pinnalta ja mahdolliset reunusten poisto.
Lämpökäsittely (valinnainen):
Erityisvaatimuksissa lämpökäsittely tehdään parantaakseen materiaalin kovuutta, vahvuutta ja muita ominaisuuksia.

alkuperäinen leikkaus:
Tornit, murskaimet, aukkojännitysliikkeet ja muu laiteisto käytetään pourusten alkuperäisen leikkaamisen tukemiseen seuraavan tarkka-leikkausvaiheen valmisteleminen.
Liimitys (jos tarpeen):
Suorita liimitystoimituksia osiin, jotka täytyy koota. Käytä yleisiä liimitysmenetelmiä, kuten kaariliimitystä, TIG-liimitystä.
Tarkkuuskäsittely:
CNC-moottoriajoneuvoja, kuten CNC-myrkkyajoneuvoja, CNC-kaivaria jne., käytetään tarkkojen moottoreiden kuivaukseen oheisten mittojen tarkkuuden ja pinnan laadun varmistamiseksi.

Pinta-alahoito:
Suorita pinta-käsittely, kuten polttaminen, hiekkailu, hapetus jne., parantaaksesi nixellisen teräskeisimien ulkonäköä ja pintalaatua.
Koonti (jos tarpeen):
Jos on useita osia, jotka täytyy koota, suorita koontitoiminnot.
Laadun tarkastus:
Käytä erilaisia testauslaitteita, kuten kolmiulotteisia koordinaattimittauskoneita, kovuustestejä, ultrallinen tunnustaja jne., suorittaaksesi laatutestit moottoroiduille nixelliselle teräskeisimille.


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved Yksityisyyskäytännöt Blogi
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




