
পূর্ণ এবং পুরি এবং কাটা
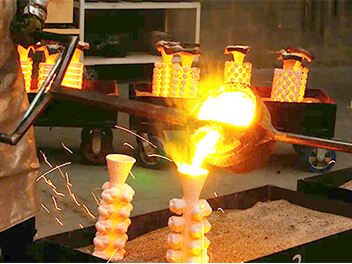
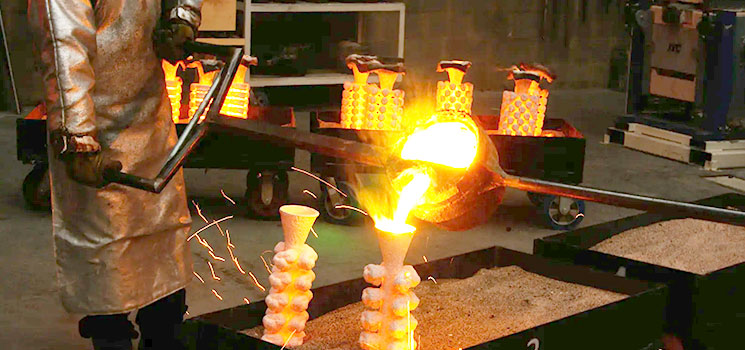
যখন ঠাণ্ডা হয়, তখন নির্দিষ্ট ধাতব বস্তুটি অগ্নি-প্রতিরোধী মল্ট থেকে বের করা হয় মল্টটি ভেঙে বা মল্টটি ছাড়িয়ে নেওয়া হয়। ঠাণ্ডা হওয়া বস্তুটি পূর্ণ বলা হয়। এই প্রক্রিয়াটিকে ফাউন্ডিং বলা হয়, এবং আধুনিক ফ্যাক্টরি যা ধাতব অংশ পূর্ণ করতে ফোকাস করে তাকে ফাউন্ড্রি বলা হয়
পূর্ণ মানবজাতির জানা সবচেয়ে পুরনো ধাতু-আকৃতি দেওয়ার পদ্ধতির মধ্যে একটি। এটি সাধারণত গলানো ধাতুকে একটি অগ্নি-প্রতিরোধী মল্টের মধ্যে ঢালার মাধ্যমে বোঝায় যা তৈরি করা হবে আকৃতির গহ্বর থাকবে, এবং তা ঠাণ্ডা হওয়ার অনুমতি দেওয়া হবে। যখন ঠাণ্ডা হয়, তখন নির্দিষ্ট ধাতব বস্তুটি অগ্নি-প্রতিরোধী মল্ট থেকে বের করা হয় যা দ্বারা মল্টটি ভেঙে বা মল্টটি ছাড়িয়ে নেওয়া হয়।
১. পূর্ণ প্রক্রিয়ার ইতিহাস
লোহার ধাতু ঢালার প্রক্রিয়াটি সম্ভবত খ্রিস্টপূর্ব ৩৫০০ অব্দে মেসোপটেমিয়ায় আবিষ্কার হয়। সেই সময়ে বিশ্বের অনেক অংশে, তামা থেকে বানানো চাকু এবং অন্যান্য সমতল বস্তুগুলি প্রস্তর বা পাকানো মাটির উন্মুক্ত মল্টের মাধ্যমে তৈরি হত। এই মল্টগুলি মূলত এক টুকরা ছিল। কিন্তু পরবর্তী সময়ে, যখন গোলাকার বস্তু তৈরি করা প্রয়োজন হয়েছিল, তখন এই মল্টগুলি দুই বা ততোধিক অংশে বিভক্ত হয়েছিল যাতে গোলাকার বস্তুগুলি তুলে নেওয়া সহজ হয়। তুষার যুগ (খ্রিস্টপূর্ব ২০০০ অব্দ) ঢালার প্রক্রিয়ায় অনেক বেশি সুন্দর উন্নতি আনে। সম্ভবত প্রথম বারের মতো, বস্তুগুলিতে খালি জায়গা তৈরির জন্য একটি কোর আবিষ্কার হয়। এই কোরগুলি পাকানো মাটি দিয়ে তৈরি হত। এছাড়াও, সীর পার্দু বা হারা যাওয়া মোমের পদ্ধতি ব্যবহার করে অলঙ্কার এবং সূক্ষ্ম কাজ তৈরি করা হত।
আড়াই হাজার খ্রিস্টপূর্বাব্দ থেকে চীনা মানুষ ধাতু পোড়ানোর প্রযুক্তি অনেক উন্নত করেছে। তখন আগে, চীনে কোনো ধাতু পোড়ানোর গতিবিধির প্রমাণ পাওয়া যায়নি। তারা বলে যে, তারা সম্ভবত লোহিত প্রক্রিয়া (cire perdue) সম্পর্কে খুব ভালোভাবে জানত না এবং তা ব্যবহার করত না বহুলভাবে, বরং জটিল কাজ করতে বহু-অংশ মল্ট ব্যবহার করতে বিশেষজ্ঞ ছিল। তারা মল্টটি শেষ বিস্তার পর্যন্ত পূর্ণ করতে অনেক সময় ব্যয় করত যাতে মল্ট থেকে তৈরি ধাতব পোড়ানো পণ্যের উপর অল্প ফিনিশিং কাজ লাগে। তারা সম্ভবত ত্রিশ বা তারও বেশি সঠিকভাবে ফিট করা অংশ সহ মল্ট তৈরি করত। বাস্তবে, চীনের বিভিন্ন অংশে প্রাচীন ঐতিহাসিক খননের সময় অনেক এমন মল্ট আবিষ্কার করা হয়েছে।
 স্টেনলেস স্টিল কাস্টিং-এর জন্য মেশিনিং প্রক্রিয়া একাধিক ধাপ ঘটিয়ে চলে, কাস্টিং থেকে চূড়ান্ত সম্পূর্ণ পণ্য পর্যন্ত। নিম্নলিখিত হল স্টেনলেস স্টিল কাস্টিং-এর সাধারণ মেশিনিং প্রক্রিয়া এবং যে সকল উপকরণ ব্যবহার করা যেতে পারে:
স্টেনলেস স্টিল কাস্টিং-এর জন্য মেশিনিং প্রক্রিয়া একাধিক ধাপ ঘটিয়ে চলে, কাস্টিং থেকে চূড়ান্ত সম্পূর্ণ পণ্য পর্যন্ত। নিম্নলিখিত হল স্টেনলেস স্টিল কাস্টিং-এর সাধারণ মেশিনিং প্রক্রিয়া এবং যে সকল উপকরণ ব্যবহার করা যেতে পারে:
কাঁচামাল প্রস্তুতকরণঃ
ডিজাইনের আবেদন এবং সংশ্লিষ্ট মানদণ্ড মেনে চলতে হবে উচ্চ গুণবত্তার স্টেনলেস স্টিল উপাদান ব্যবহার করুন।

গোলাকার করা:
চালক জ্বলন্ত করা এবং বালি চালক, হারা ফোম চালক বা অন্যান্য চালক পদ্ধতি ব্যবহার করে চালক সজ্জা দিয়ে ডিজাইন করা হয়।
পাখা এবং ডিবার বাদ দেওয়া:
ভ্রমণ উপকরণ বা অন্যান্য পাখা সরানোর যন্ত্রপাতি ব্যবহার করে চালকের উপর পাখা সরানো এবং সম্ভাব্য ডিবার সরানো।
গরম চিকিৎসা (opsyonal):
বিশেষ প্রয়োজনের জন্য, মটিয়া বাড়ানোর, শক্তি বাড়ানোর এবং অন্যান্য বৈশিষ্ট্য উন্নয়নের জন্য গরম চিকিৎসা করা হয়।

খসড়া কাটা:
লেথ, মিলিং মেশিন, ড্রিল প্রেস এবং অন্যান্য যন্ত্রপাতি ব্যবহার করে চালকগুলি খসড়া কাটা হয় যাতে পরবর্তী ধাপে সূক্ষ্ম কাটা প্রস্তুত করা যায়।
সংযোজন (যদি প্রয়োজন হয়):
সংযোজনের প্রয়োজনীয় অংশে সংযোজন কাজ করুন। আর্ক সংযোজন, TIG সংযোজন এমন সাধারণ সংযোজন পদ্ধতি ব্যবহার করুন।
সঠিক যন্ত্রপাতি:
CNC যন্ত্রপাতি, যেমন CNC মিলিং মেশিন, CNC লেথ ইত্যাদি ব্যবহার করে চালকগুলি সূক্ষ্ম কাটা হয় যাতে মাত্রাগত সঠিকতা এবং পৃষ্ঠ গুণ নিশ্চিত করা যায়।

পৃষ্ঠের চিকিত্সাঃ
পৃষ্ঠ চিকিৎসা পরিচালন করুন, যেমন পোলিশিং, স্যান্ডব্লাস্টিং, পিকলিং ইত্যাদি, এটি স্টেইনলেস স্টিল গড়নের আবশ্যক উপস্থিতি এবং পৃষ্ঠ গুণগত মান উন্নয়নের জন্য।
সমবায় (যদি প্রয়োজন হয়):
যদি একাধিক অংশ যুক্ত করা প্রয়োজন, তবে সমবায় অপারেশন পরিচালন করুন।
গুণবত্তা পরীক্ষা:
বিভিন্ন পরীক্ষা সরঞ্জাম ব্যবহার করুন, যেমন তিন-মাত্রিক স্থানাঙ্ক পরিমাপ যন্ত্র, কঠিনতা পরীক্ষক, অল্ট্রাসোনিক ডিটেক্টর ইত্যাদি, যাতে মেশিনিংযুক্ত স্টেইনলেস স্টিল গড়নের গুণগত পরীক্ষা করা যায়।


ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved গোপনীয়তা নীতি ব্লগ
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




