

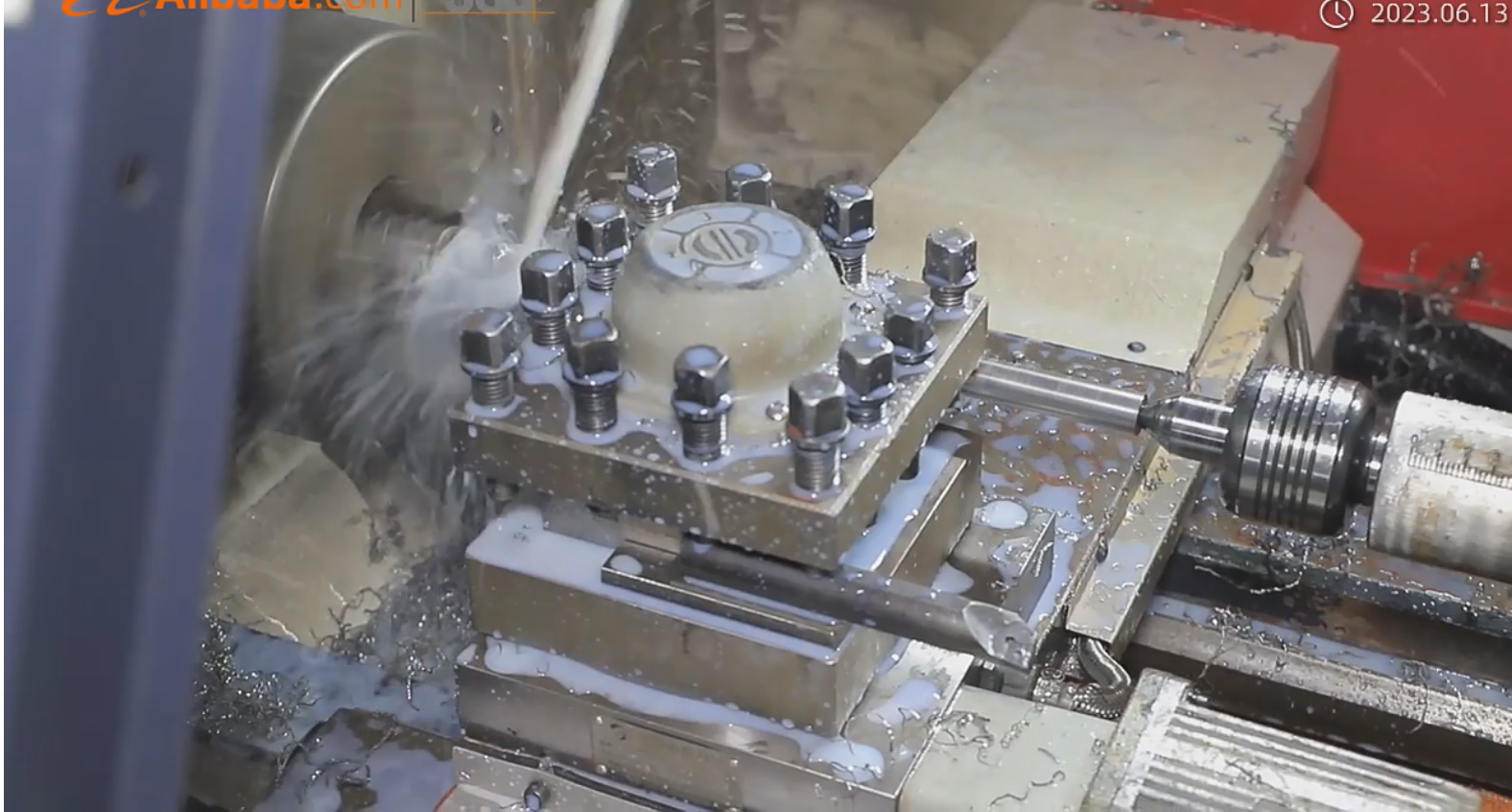
การขึ้นรูปด้วยความแม่นยำและการควบคุมด้วย CNC
การขึ้นรูปด้วยความแม่นยำคือกระบวนการตัดชิ้นส่วนโลหะเพื่อให้เหมาะสมกับการใช้งานและความสามารถสำหรับผู้ใช้ปลายทาง การประมวลผลในยุคปัจจุบันจำนวนมากถูกดำเนินการโดยระบบ Computer Numerical Control (CNC) ซึ่งคอมพิวเตอร์ถูกนำมาใช้ในการควบคุมการเคลื่อนที่และการทำงานของเครื่องมิลลิ่ง เครื่องกลึง และเครื่องตัดอื่น ๆ วิธีการผลิตที่แม่นยำนี้ ซึ่งเรียกว่าการขึ้นรูปด้วย CNC มีบทบาทสำคัญอย่างยิ่งในอุตสาหกรรมการผลิตสมัยใหม่ โดยเฉพาะอย่างยิ่งสำหรับชิ้นส่วนที่ต้องการความแม่นยำสูง
สำหรับบางแอปพลิเคชัน การหล่อหรือการขึ้นรูปโดยไม่ต้องมีการกลึงก็สามารถตอบสนองความทนทานและข้อกำหนดพื้นผิวที่ต้องการได้ อย่างไรก็ตาม ในสถานการณ์ส่วนใหญ่ การกลึงเป็นสิ่งจำเป็นเพื่อให้ตรงกับข้อกำหนดเฉพาะของลูกค้าและเพื่อให้มั่นใจว่าชิ้นส่วนโลหะที่เสร็จสมบูรณ์สามารถทำงานร่วมกับชิ้นส่วนอื่นได้อย่างถูกต้อง แม้กระทั่งชิ้นส่วนจากการหล่อแบบลงทุนซึ่งมีพื้นผิวและความละเอียดมากกว่ากระบวนการสร้างรูปโลหะอื่น ๆ ก็ยังต้องการกระบวนการกลึงเพิ่มเติม

เพื่อให้มั่นใจในคุณภาพและความแม่นยำของชิ้นส่วนที่กลึงแล้ว การใช้โปรแกรมคอมพิวเตอร์เป็นสิ่งสำคัญ การออกแบบช่วยเหลือด้วยคอมพิวเตอร์ ซึ่งเรียกย่อๆ ว่า CAD และการผลิตช่วยเหลือด้วยคอมพิวเตอร์ เรียกย่อๆ ว่า CAM ทั้งสองโปรแกรมนี้ใช้เพื่อให้คำแนะนำรายละเอียดเกี่ยวกับแต่ละขั้นตอนของการกลึงที่ต้องการความแม่นยำ โปรแกรมเช่น SolidWorks, ProE และ UG สร้างแบบจำลอง 3D ที่ละเอียดมาก
ด้วยเครื่องจักร CNC ขั้นสูงและศูนย์การกลึงแบบ 4 แกนทั้งประเภทแนวนอนและแนวตั้ง RMC มีความเชี่ยวชาญในการผลิตชิ้นส่วนการกลึงตามแบบของลูกค้าด้วยศูนย์การกลึง เครื่องจักร CNC และเครื่องมือพิเศษอื่น ๆ โดยตรงตามแบบแปลนและการกำหนดของลูกค้าซึ่งต้องการความแม่นยำสูงและความหยาบของผิวงานที่เข้มงวด การหล่อโลหะชนิดเหล็กและไม่ใช่เหล็กจะถูกกลึงในโรงงานของเรา ซึ่งช่วยให้เรามีข้อได้เปรียบอย่างมากในการควบคุมต้นทุนและคุณภาพ

กระบวนการกลึงที่เราสามารถทำได้
กระบวนการกลึงที่มีอยู่ที่โรงงานกลึง CNC ของ RMC ได้แก่ การกลึง การเจียรหน้า การเจาะรู การกัด การเจาะ การตัด การสร้างร่อง การเจียรผิว การเจียรทรงกระบอก การขัดเงา การตัดฟันเกียร์ การทำเกลียว การขัดผิวด้วยแรงเสียดทาน และการขันเกลียว...ฯลฯ
การปลูก
กระบวนการนี้ใช้การเจียรรูกลมในช่วงเส้นผ่านศูนย์กลางตั้งแต่ 0.8 มม. ถึง 100 มม. และมีความลึกสูงสุดถึง 280 มม. ความอดทนเชิงเส้นคือ 0.001 มม. ความกลมคือ 0.0005 มม. และความตรงคือ 0.0005 มม. ผิวงานมีความเรียบ Ra 0.05 ไมครอน เครื่องเจียรแบบแนวนอนและแนวตั้งที่ใช้ประกอบด้วยแบบหัวเดียว หัวคู่ และหัวหก

การเลี้ยว
นี่คือกระบวนการตัดจุดเดียวสำหรับชิ้นงานที่ผ่านการแข็งแล้ว กระบวนการตัดชิ้นงานแข็งของเราสามารถทำชิ้นส่วนที่มีความแข็งเกิน 58 HRC หลังจากการบำบัดความร้อนได้ โดยมีเส้นผ่านศูนย์กลางตัดสูงสุด 26 มม. ความยาวของการตัดสูงสุด 100 มม. ความอดทนทางมิติ 0.005 มม. และความขรุขระ Ra 0.2 ไมครอน
การเจียร O.D. และ I.D.
กระบวนการนี้ช่วยให้เราสามารถทำแกนที่มีเส้นผ่านศูนย์กลาง 750 มม. ความยาวภายใน 1000 มม. ความกลม 0.0004 มม. และความกลมสมบูรณ์ 0.001 มม. รูในมีขนาดตั้งแต่ 3 มม. ถึง 100 มม.

การถอนน้ํา
ความสามารถในการลบคมของ RMC รวมถึงการกลึงด้วยไฟฟ้าเคมี การใช้วิธีพลังงานความร้อน และการกลึงด้วยสารขัดสีเหล่านี้ใช้สำหรับชิ้นส่วนไฮดรอลิก ออโตโมบิล และอุตสาหกรรมการบินที่มีรูตัดกันและช่องภายในที่ซับซ้อนเพื่อให้ตรงตามข้อกำหนดการลบคมที่เข้มงวด
การเจียรไร้ศูนย์กลาง (O.D. Centerless Grinding)
ใช้สำหรับแกนที่มีเส้นผ่าศูนย์กลาง 200 มม. ยาว 400 มม. ความอดทนของเส้นผ่าศูนย์กลาง ±0.001 มม. ความกลมเกลียวถึง ±0.0005 มม. มีให้บริการทั้งแบบ through-feed และ infeed

ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved นโยบายความเป็นส่วนตัว บล็อก
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




