

Nøyaktig bearbeiding & CNC
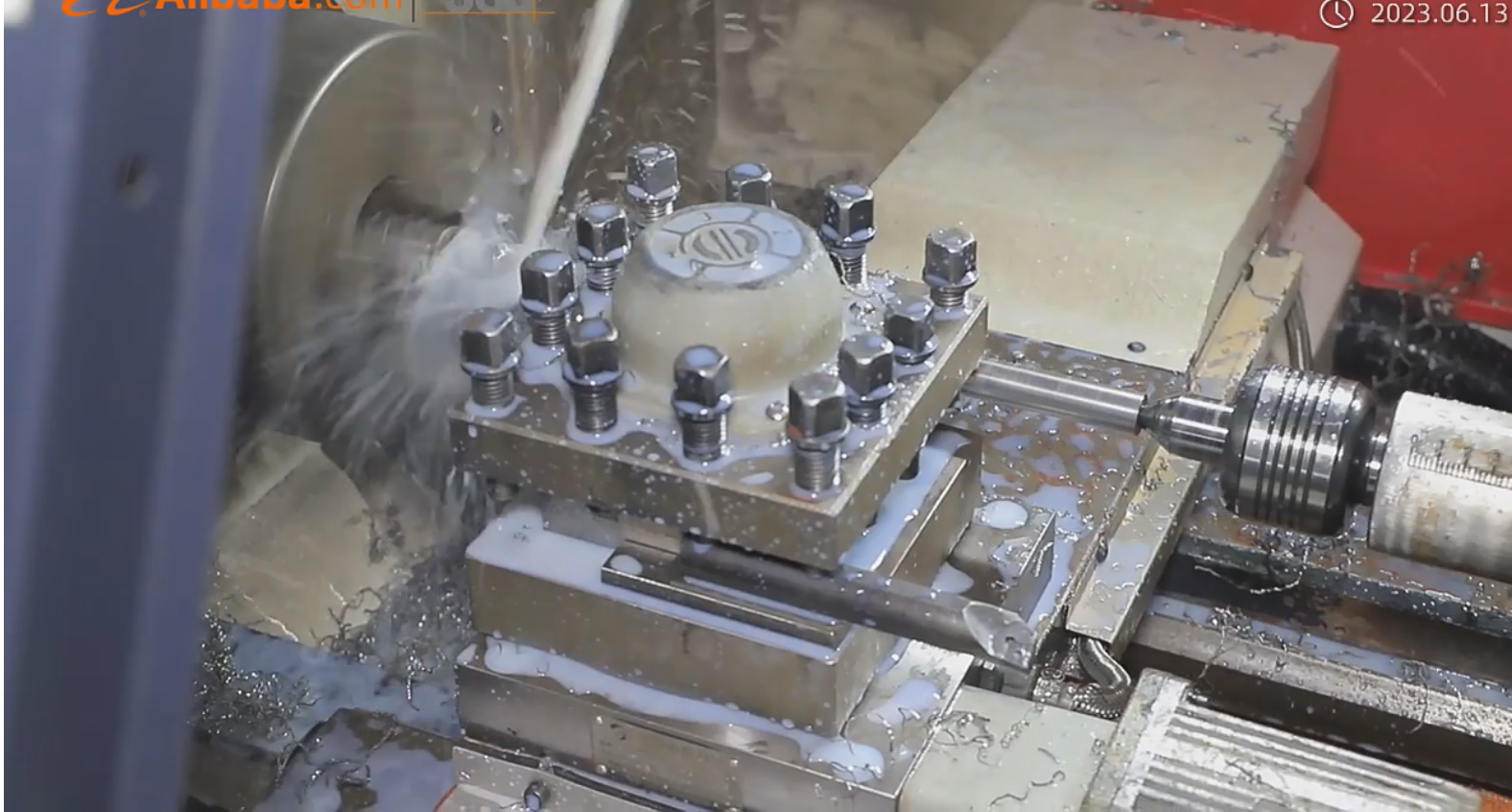
Nøyaktig bearbeiding er prosessen med å skjære metalldeler for å gjøre dem tilpasset sluttbrukernes anvendelser og funksjoner. Mye av den moderne bearbeidingsprosessen utføres av Datamatert Numerisk Styring, CNC, hvor datamaskiner brukes til å kontrollere bevegelsen og drift av fræser, slåmaskiner og andre skjæringsmaskiner. Denne metoden for nøyaktig produksjon, også kjent som CNC-bearbeiding, spiller en avgjørende rolle i den moderne manufakturen, særlig for noen bearbeidingsdeler som krever høy nøyaktighet.
For noen av applikasjonene kan bare gjutterier eller formverk uten maskinbehandling oppnå de ønskte toleranser og overflatekrav. Likevel, for de fleste situasjoner, er maskinbehandling nødvendig for å tilpasse seg kundens unike spesifikasjoner og for å sikre at ferdige metalldeler fungerer korrekt sammen med andre deler. Selv for investeringsgjutninger, som har mye bedre overflate og toleransgrad enn andre metallformingsprosesser, trengs det fortsatt ytterligere maskinbehandling.

For å sikre høy kvalitet og nøyaktighet på de ferdigbearbeidede delene, er dataprogrammer avgjørende. Datastyrt design, som kalles CAD for forkortelse, og datastyrt produksjon, som kalles CAM, brukes begge som programmer for å gi detaljerte instruksjoner om hver trinn i nøyaktighetsmaskinbehandlingsprosessen. Programmer som SolidWorks, ProE og UG oppretter ekstremt detaljerte 3D-modeller.
Takk til de avanserte CNC-maskinene og 4-akse bearbeidingssentre av både horisontal- og vertikaltype, spesialiserer RMC seg på å lage OEM-skreddersyde bearbeidingsdeler med bearbeidingsenter, CNC-maskiner og andre spesielle verktøy etter kundenes tegninger med krav om strikte toleranser og overflatebruk. De gjetteverkene av jern- og ikke-jernmetaller bearbeides i vår bearbeidingsfabrikk, noe som gir oss et stort fordel i å kontrollere kostnadene og kvaliteten.

Hvilke Bearbeidingsprosesser Vi Kan Lave
De tilgjengelige bearbeidingsprosesserne ved RMC CNC-bearbeidingsfabrikk er Skruing, Fase, Boring, Fræsing, Boring, Planering, Forming, Grooving, Overflatefiling, Sylinderfiling, Honing, Gearsnitting, Tråding, Polering, Tapping... m.m.
Forfining
Denne prosessen bruker borehull med diameter fra 0,8 mm til 100 mm og har dybde opp til 280 mm. Den lineære toleransen er 0,001 mm, rundhet på 0,0005 mm, og rettlinjethet på 0,0005 mm. Overflatefullendelsen er Ra 0,05 μm. Vannrette og loddrette boremaskiner brukes og inkluderer enkeltspindel, twin-spindel og seks-spindel.

Snuser
Dette er prosessen for enkeltspiss skjæring av hårde deler. Hard turning-prosessen vår kan maskinere deler med hardhet over 58 HRC etter varmebehandling, maksimal boring diameter på 26 mm, boring lengde opp til 100 mm, dimensjonell toleranse på 0,005 mm, og rughet Ra 0,2 μm.
Sleping av O.D. og I.D.
Denne prosessen lar oss maskinere akser med diameter på 750 mm, lengde innenfor 1000 mm, rundhet på 0,0004 mm, og sylinderhet på 0,001 mm. De indre hullene går fra 3 mm til 100 mm.

Deuring
RMC sine ferdigheter i avrunding omfatter elektrokjemisk maskinering, termisk energimetode og abrasiv strømingsmaskinering. Disse brukes for hydrauliske, bil- og luftfartskomponenter med kryssende huller og komplekse indre huler for å møte strenge krav til avrunding.
Ytre diameter sentreløs slipping
Dette brukes for akser med diameter på 200 mm, lengde på 400 mm, diameter tollerance på 0,001 mm, sylindriskhet opp til 0,0005 mm. Dette er tilgjengelig både for gjennomføring og innføring.

ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
Copyright © Shenxian Shenghui Stainless Steel Products Co.,Ltd. All Rights Reserved Personvernerklæring Blogg
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




