

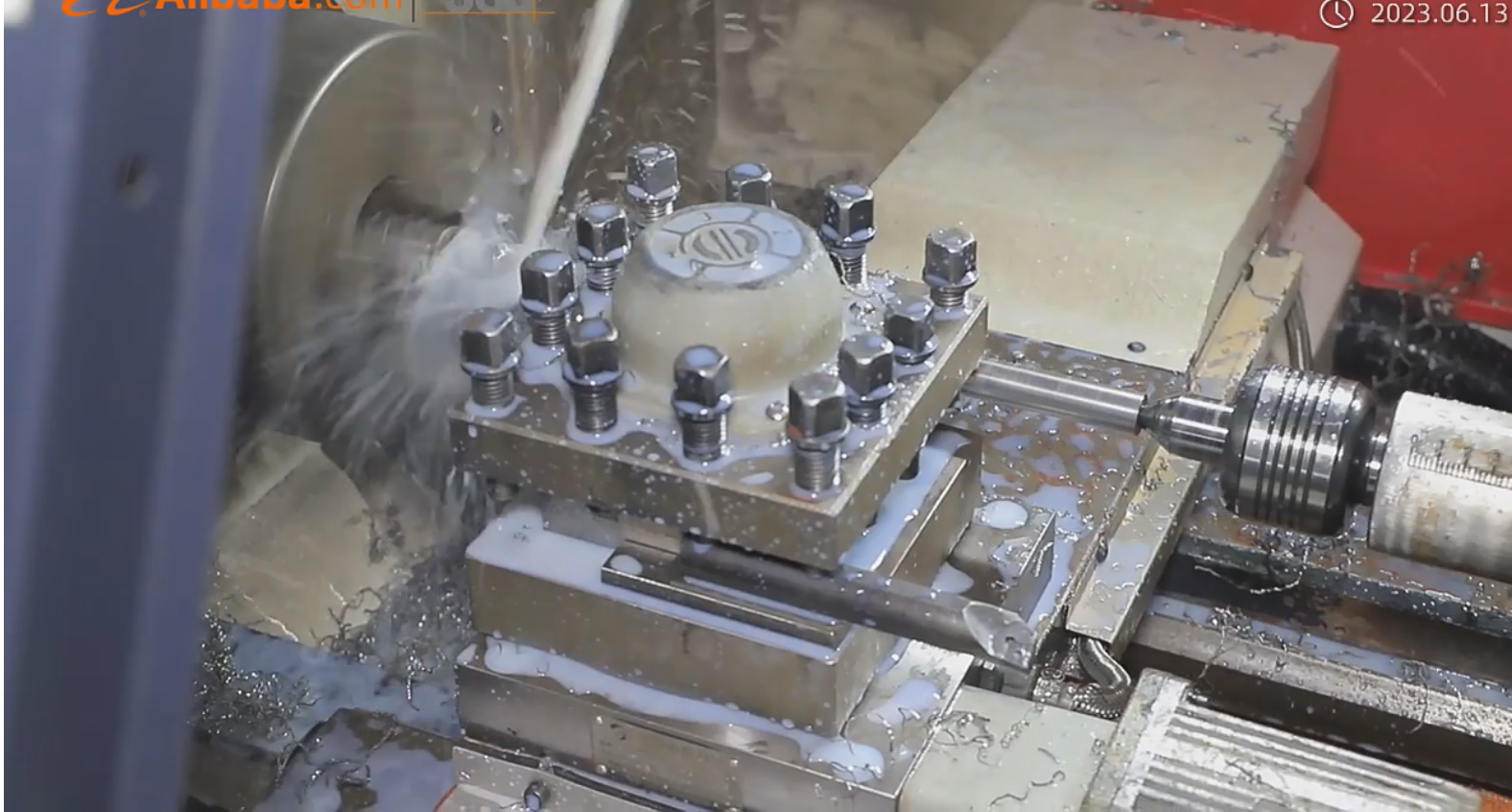
정밀 가공 & CNC
정밀 가공은 금속 부품을 절단하여 최종 사용자의 응용 프로그램과 기능에 맞게 만드는 과정입니다. 현대의 많은 가공 공정은 컴퓨터가 밀링 머신, 터닝 센터 및 기타 절삭 기계의 이동과 작동을 제어하는 컴퓨터 수치 제어(CNC)로 수행됩니다. 이 정밀 제조 방법은 현대 제조 산업에서 매우 중요한 역할을 하며 특히 고정도의 일부 가공 부품에 대해 더욱 중요합니다.
일부 응용 프로그램의 경우, 기계 가공 없이 주조나 단조만으로도 원하는 공차와 표면 요구 사항을 충족할 수 있습니다. 그러나 대부분의 경우, 고객의 독특한 사양에 맞추고 완성된 금속 부품이 다른 부품들과 정상적으로 작동할 수 있도록 기계 가공이 필요합니다. 심지어 투자 주조 부품도, 이는 다른 금속 성형 공정보다 더 나은 표면과 공차 등급을 가지고 있지만, 여전히 추가적인 기계 가공 과정이 필요합니다.

완성된 기계 가공 부품의 높은 품질과 정밀도를 보장하기 위해 컴퓨터 프로그램이 필수적입니다. 컴퓨터 지원 설계(CAD)와 컴퓨터 지원 제조(CAM)는 모두 정밀 기계 가공 과정의 각 단계에 대한 상세한 지시서를 제공하는 프로그램으로 사용됩니다. SolidWorks, ProE 및 UG와 같은 프로그램들은 매우 상세한 3D 모델을 생성합니다.
고도의 CNC 머신과 수평 및 수직 유형의 4축 머시닝 센터 덕분에 RMC는 고객의 도면에 따라 엄격한 허용오차와 표면 거칠기 요구 사항을 충족하는 OElM 맞춤 머시닝 부품을 제조하는 데 특화되어 있습니다. 또한 특수 도구를 사용하여 머시닝 센터, CNC 머신 등을 운영합니다. 철계 및 비철금속 주조물은 당사의 머시닝 공장에서 가공되며, 이는 우리에게 비용과 품질을 통제하는 데 큰 이점을 제공합니다.

우리가 수행할 수 있는 머시닝 공정
RMC CNC 머시닝 공장에서 가능한 머시닝 공정은 터닝, 페이싱, 보링, 밀링, 드릴링, 플래닝, 쉐이핑, 그루빙, 페이스 그라인딩, 원통형 그라인딩, 호닝, 기어 홉핑, 스레딩, 래핑, 탭핑 등입니다.
Honing
이 공정은 0.8mm에서 100mm까지의 연마 구멍 직경을 사용하며 최대 280mm 깊이까지 가능합니다. 선형 허용오차는 0.001mm, 둥근도는 0.0005mm, 곧음도는 0.0005mm입니다. 표면 마감은 Ra 0.05 μm입니다. 수평 및 수직 연마 기계가 사용되며 단일 스피нд, 쌍 스피нд, 그리고 여섯 스피нд가 포함됩니다.

회전
이는 경화된 부품의 단일 점 절삭 공정입니다. 우리의 경화 절삭 공정은 열처리 후 58 HRC 이상의 경도를 가진 부품을 가공할 수 있으며, 최대 절삭 직경은 26mm, 절삭 길이는 100mm까지 가능하고, 치수 허용오차는 0.005mm이며 표면 거칠기는 Ra0.2μm입니다.
외경 및 내경 연마
이 공정을 통해 우리는 직경 750mm, 길이 1000mm 이내의 샤프트를 가공할 수 있습니다. 둥근도는 0.0004mm이고 원기둥도는 0.001mm입니다. 내부 구멍은 3mm에서 100mm까지입니다.

기
RMC의 버링 능력에는 전기화학 가공, 열 에너지 방법, 그리고 마모성 유동 가공이 포함됩니다. 이들은 교차 구멍과 복잡한 내부 공극이 있는 유압, 자동차, 항공 우주 부품에 엄격한 버링 요구 사항을 충족하기 위해 사용됩니다.
외경 무심研磨
이것은 직경 200mm, 길이 400mm의 샤프트용으로, 직경 허용오차는 0.001mm, 원통도는 최대 0.0005mm입니다. 스루피드와 인피드 모두 가능합니다.

ShengHui is a precision casting factory in China! You can purchase all marine accessories and a variety of stainless steel hardware, we can customize the models according to your needs.
Caiyuan Village, Zhanglu Town, Shen County, Liaocheng City, Shandong Province, China
 EN
EN
 AR
AR BG
BG CS
CS DA
DA NL
NL FI
FI FR
FR DE
DE EL
EL HI
HI IT
IT JA
JA KO
KO NO
NO PL
PL PT
PT RO
RO RU
RU ES
ES SV
SV TL
TL IW
IW LT
LT SR
SR SK
SK UK
UK VI
VI SQ
SQ HU
HU MT
MT TH
TH TR
TR FA
FA AF
AF MS
MS GA
GA AZ
AZ BN
BN LA
LA




